别猜:把钢筋混凝土当成固定场景
钢筋混凝土不是“更硬的混凝土”,而是磨蚀性的骨料加弹性的钢筋。典型失效是硬质合金掉角、柄部弯曲、孔径变大导致锚固力下降。把它定义成场景,用标准化的刀头、参数和流程去处理。
- 目标: 在跨越钢筋的同时保持圆孔和公差,延长刀头寿命。
- 方法: 四刃/十字头几何 + 稳定进给 + 分段排尘。
- 产出: 满足 PGM 公差的锚固孔,更低温升,更少换刀次数。
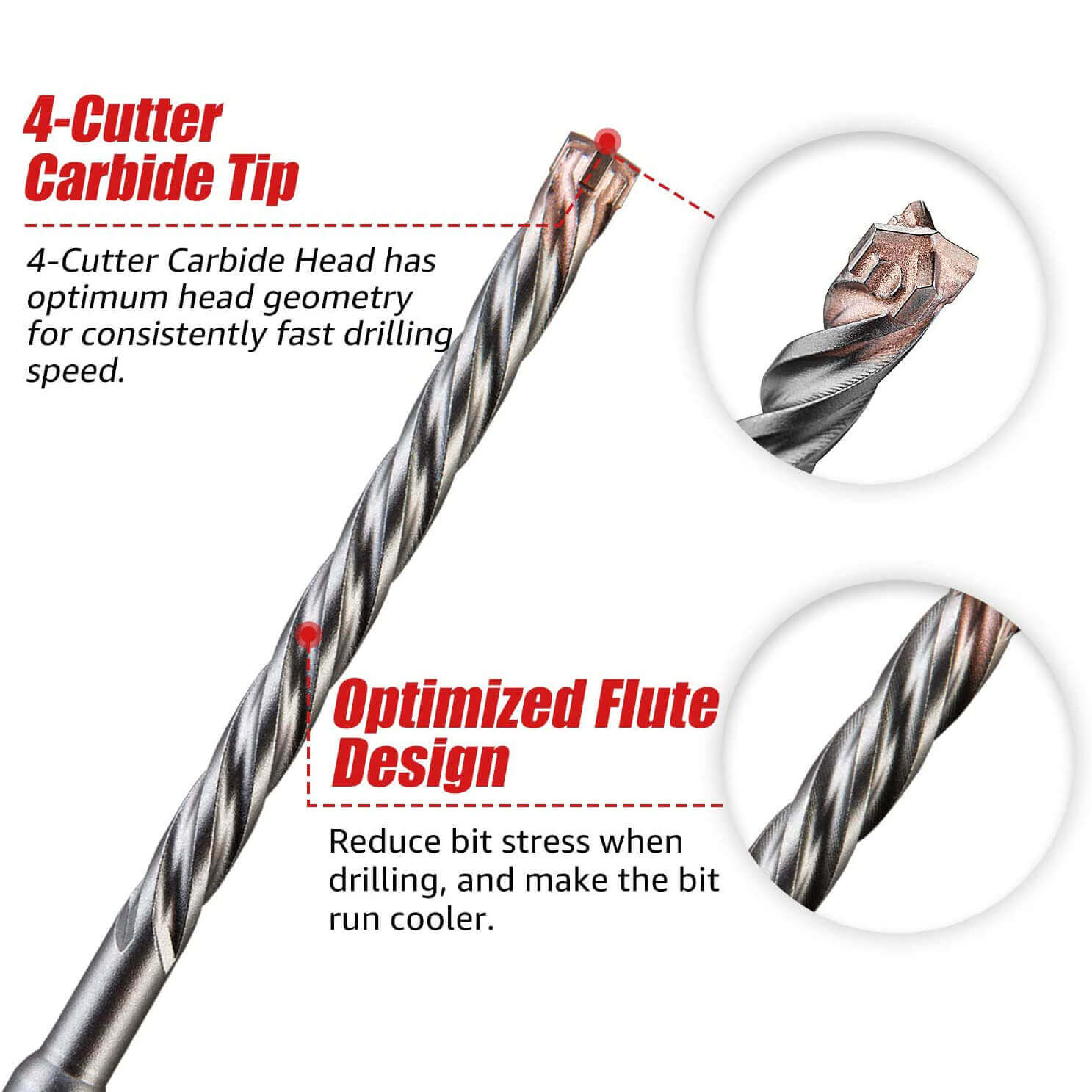
能扛钢筋冲击的钻头设计
- 刀头: 四刃或十字头保持圆轨迹,减少被钢筋肋卡住的风险。
- 硬质合金与焊接: 全头硬质合金、深焊缝比小镶片更抗冲击;细晶粒材质减小微崩。
- 柄型: 6–16 mm 植筋孔用 SDS-Plus;18–32 mm 结构孔用 SDS-Max 承受更高锤击能量。
- 槽形: 深而光滑的螺旋槽及时排出高温粉尘;深孔优先长螺旋 SDS-Max 保持扭矩稳定。
- 公差: 植筋必须选 PGM 印记,撞钢筋后依然能保持直径和圆度。
设备与参数设定
- 预判钢筋: 用探测仪或图纸标出钢筋位置,提醒操作手在接近时减小进给。
- 转速/锤击: 保持锤击开启;SDS-Plus 建议 500–900 rpm,SDS-Max 250–450 rpm,进给稳而不猛。
- 深度控制: 深度尺或限位圈避免穿透瞬间晃动把孔撑大。
- 冷却与排尘: 吸尘器或集尘套降低温度;可轻微湿润,不要灌水。
保护刀头的作业流程
- 先定座: 垂直起孔,让定心尖坐稳。
- 稳节奏: 开锤后保持均匀进给,避免弹跳造成掉角。
- 撞钢筋时: 进给降低约 30%,继续锤击让四刃切削;闷车则退出 5–10 mm 排尘再进入。
- 清孔: “刷+吹+吸”三步,深孔每 50 mm 重复一次,化学锚固尤其重要。
- 检查孔径: 用塞规或锚栓试插,发现椭圆孔立即报废重钻。
还不顺利时的排错
- 撞钢筋就闷车: 槽满粉尘—先吸尘;进给过猛—减小;锤击能量低—检查夹头润滑。
- 孔变椭圆: 2 刃易弹跳;改用四刃十字头并保持工具垂直。
- 刀头发蓝: 排尘不足—缩短进给节段并更频繁清孔;避免低转速硬压。
- 掉角: 硬质合金或焊深不足—升级全头设计(见相关对比文章)。
物料清单(中环推荐)
- SDS-Plus 四刃 PGM 钻,6–16 mm,用于钢筋板的锚固孔。
- SDS-Max 四刃深槽,18–32 mm,用于结构孔与深植筋。
- 集尘套 + 尼龙/钢丝孔刷 + 气吹球,确保清孔。
- 限位圈与塞规,撞钢筋后校验孔深与直径。
- 若需完全切断钢筋,配套专用钢筋切割钻或金刚石空心钻,不要用普通混凝土钻硬磨钢筋。