
错误1:没有定位点或中心冲
问题
不打标记就开钻会导致钻头在表面"滑动",造成孔位偏移和表面损伤。
解决方案
- 金属:始终使用中心冲打一个小凹点
- 木材:用锥子或钉子标记位置
- 大孔:先钻一个小导向孔(3mm)
- 替代:使用自动定心的十字尖钻头
错误2:转速与材料不匹配
问题
所有材料用同一转速会导致过热(太快)或切削不良和钻头损坏(太慢)。
解决方案
| 材料 | 转速 | 说明 |
|---|---|---|
| 软木 | 高(2000-3000转) | 快速即可 |
| 硬木 | 中(1000-2000转) | 橡木、枫木要慢 |
| 铝 | 高+润滑剂 | 使用切削液 |
| 低碳钢 | 低中(500-1000转) | 大钻头要更慢 |
| 不锈钢 | 低(300-500转) | 恒速稳压 |
| 混凝土 | 按锤钻规格 | 让锤子工作 |
原则:钻头越大、材料越硬 = 转速越慢
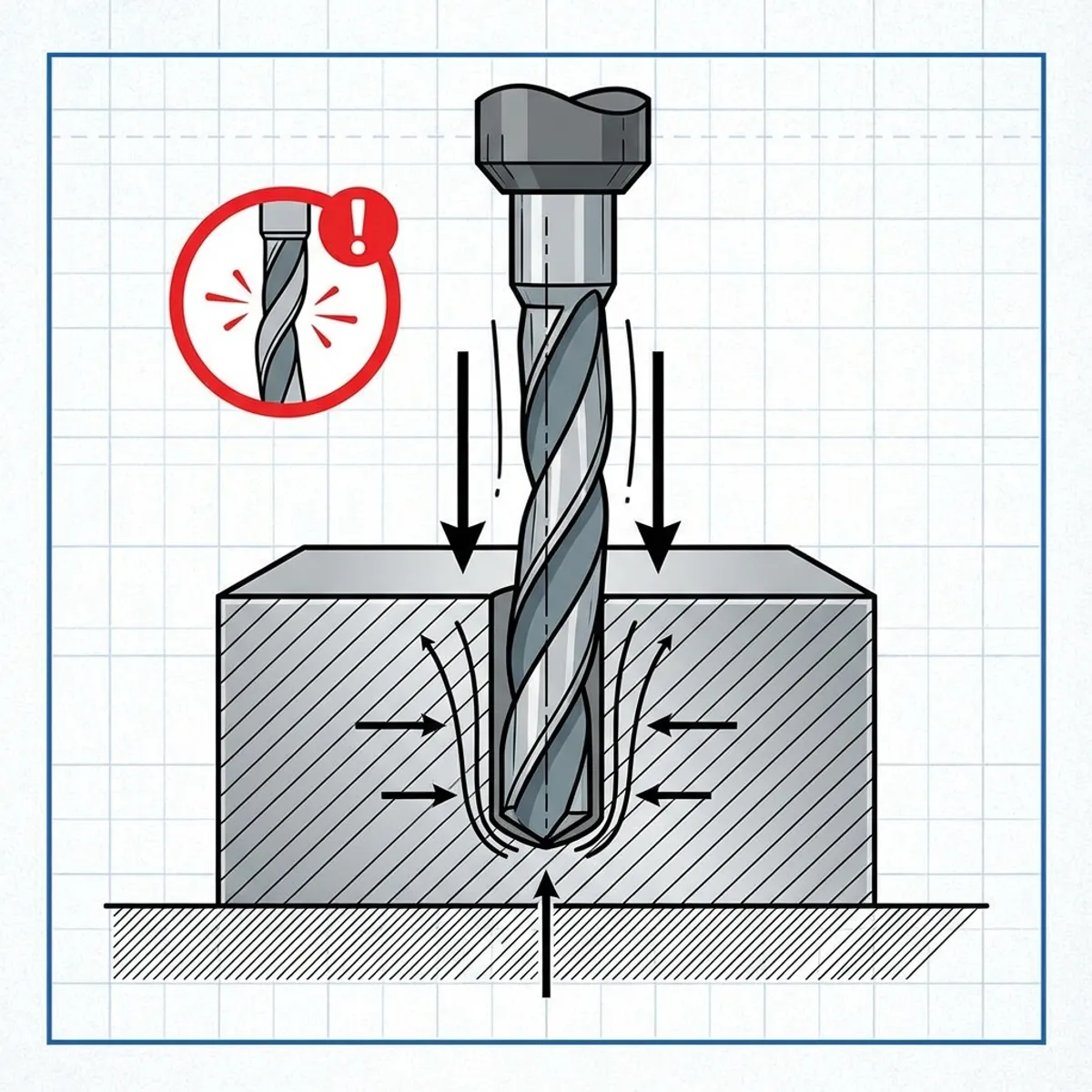
错误3:压力过大
问题
用力推不会加快钻孔——只会造成过热、钻头断裂和孔质量差。
解决方案
- 让钻头来切削——施加适中、稳定的压力
- 如果钻头不进给,可能是钝了或转速不对——不是压力不够
- 混凝土:锤击机构需要空间工作;不要压着它
- 过大压力的迹象:冒烟、变色、尖叫声
错误4:使用钝钻头
问题
钝钻头是摩擦而不是切削,产生极大热量,需要3-4倍的力。这会损坏钻头和工件。
解决方案
- 使用前检查:看切削刃是否圆润、崩刃或变色
- 更换或修磨:一有钝化迹象就处理
- HSS钻头:用台式砂轮或修磨夹具修磨
- 硬质合金:更换或送专业修磨
- 备用库存:始终备有替换钻头
错误5:钻头类型与材料不匹配
问题
用木工钻头钻金属,或用砖石钻头钻木头,浪费时间、毁坏钻头、效果差。
解决方案
| 材料 | 正确钻头类型 |
|---|---|
| 木材 | 尖头钻、扁钻、福斯纳钻、螺旋钻 |
| 金属 | HSS麻花钻、钴钻、硬质合金 |
| 混凝土/砖石 | 硬质合金头砖石钻+锤钻 |
| 瓷砖/玻璃 | 金刚石或硬质合金矛尖钻 |
| 塑料 | HSS低速,或专用塑料钻 |
错误6:未固定工件
问题
未固定的工件可能旋转,造成伤害、损坏工件或折断钻头。
解决方案
- 始终夹紧:使用虎钳、C型夹或工作台夹
- 不要手持:小件可能旋转造成严重割伤
- 薄板金属:夹在牺牲板之间
- 圆棒料:使用V型块或管夹
错误7:忽视排屑
问题
堵塞的螺旋槽导致过热、钻头卡住和孔质量差。深孔尤其容易出问题。
解决方案
- 啄钻法:深孔时每钻1-2个直径就完全退出
- 定期清理:拔出吹掉/刷掉切屑
- 注意迹象:阻力增大、烧焦味、切屑堆积
- 使用压缩空气:清理积屑的盲孔
错误8:金属钻孔无冷却或润滑
问题
不用冷却液钻金属会大大缩短钻头寿命,并通过变色和变形损坏工件。
解决方案
- 钢:使用切削油或攻丝液
- 铝:WD-40、煤油或专用铝切削液
- 铸铁:通常干钻,但深孔用冷却液有帮助
- 不锈钢:必须用冷却液——不用会严重加工硬化
- 使用方法:开钻前涂抹,钻孔过程中定期补充
错误9:倾斜钻孔
问题
非垂直钻孔导致椭圆孔、钻头滑动,侧向载荷可能折断钻头。
解决方案
- 使用钻孔导向器:便携式导向器确保90°角
- 用角尺检查:将速度角尺放在钻头旁边
- 使用钻床:精密工作时钻床是理想选择
- 目视检查:开钻前退后一步沿钻头看一下
错误10:不戴安全装备
问题
金属屑、木屑和混凝土粉尘会造成眼睛伤害。热屑会烫伤皮肤。头发和宽松衣物可能卷入旋转卡盘。
解决方案
- 始终佩戴:安全眼镜(不是普通眼镜)
- 金属钻孔:大型作业加戴面罩
- 混凝土钻孔:使用防尘口罩或呼吸器
- 一般:扎好长发、摘下首饰、避免宽松袖子
- 听力:长时间锤钻使用耳罩
