Cessez de deviner : considérez le béton armé comme un scénario
Le béton armé n'est pas un « béton plus dur » ; il s'agit de deux matériaux superposés : un agrégat abrasif et des barres d'armature élastiques. Les signes de défaillance sont prévisibles : coins en carbure ébréchés, tiges tordues et trous surdimensionnés qui ruinent les valeurs d'arrachement des ancrages. Traitez-le comme un scénario défini et normalisez la géométrie de la tête, les réglages de la machine et la séquence.
- Objectif : conserver un trou rond et dans les limites de tolérance tout en traversant les barres d'armature sans endommager le foret.
- Méthode : géométrie à 4 taillants/tête croisée + avance régulière + évacuation progressive de la poussière.
- Résultats : trous conformes à la norme PGM pour les ancrages, chaleur réduite, moins de changements de foret sur le chantier.
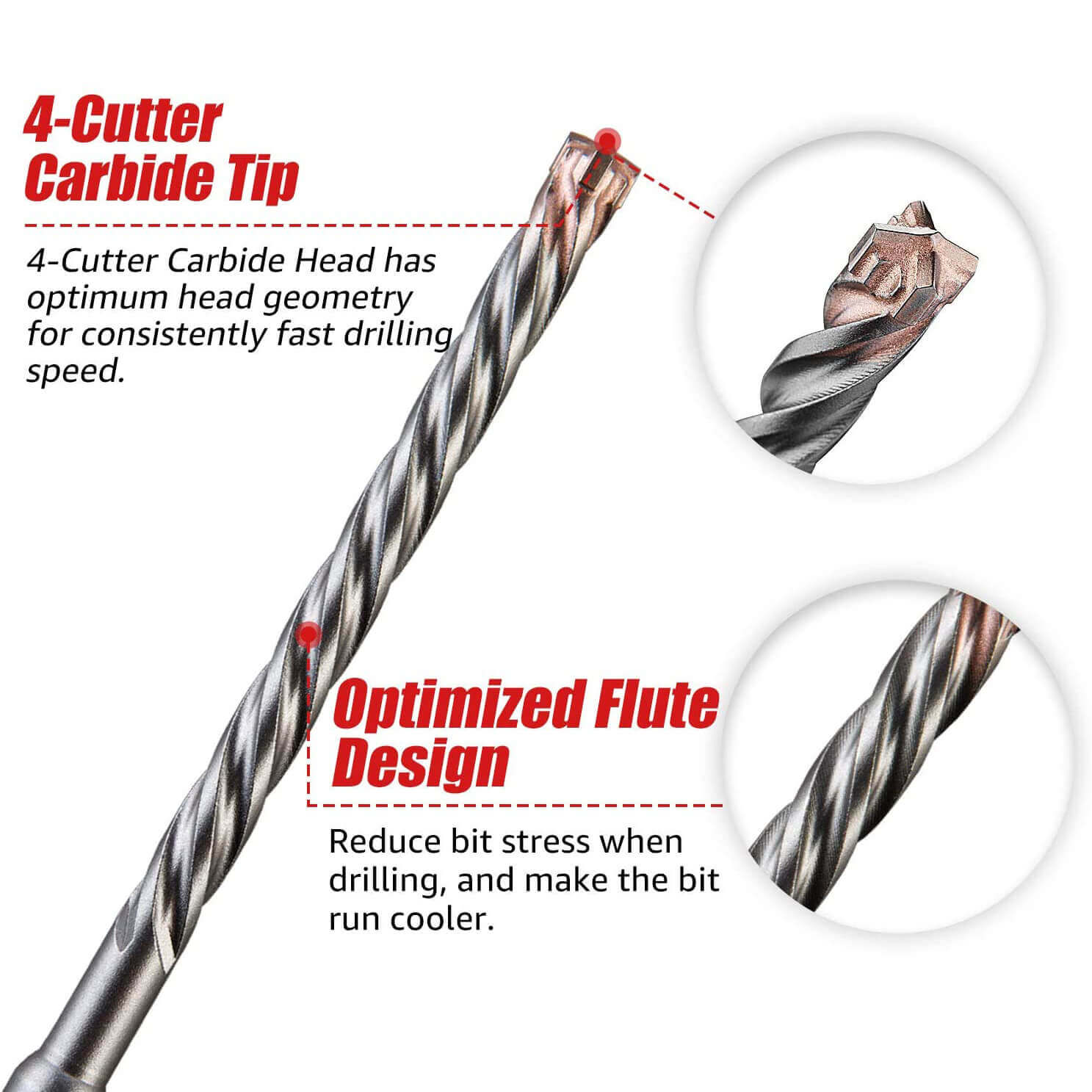
Conception de foret résistant aux impacts des barres d'armature
- Choix de la tête : utilisez des pointes à 4 tranchants ou à tête croisée ; elles maintiennent une trajectoire circulaire et résistent à l'accrochage sur les nervures des barres d'armature.
- Carbure et brasage : le carbure pleine tête avec un filet de brasage profond tolère mieux les chocs que les petits inserts. Choisissez du carbure à grain fin pour réduire les micro-éclats.
- Système de queue : SDS-Plus pour les trous d'ancrage de 6 à 16 mm et les travaux légers à moyens ; SDS-Max pour les pénétrations structurelles de 18 à 32 mm où l'énergie d'impact est plus élevée.
- Géométrie des rainures : les rainures profondes et polies éliminent la poussière chaude avant qu'elle ne se vitrifie. Utilisez des rainures SDS-Max plus longues pour un enfoncement profond afin de maintenir un couple constant.
- Tolérances : pour l'ancrage, exigez le marquage PGM ; il garantit la tolérance du diamètre après contact avec l'armature lorsqu'il est utilisé correctement.
Configuration et paramètres de l'outil
- Détection des barres d'armature : utilisez un scanner ou des plans d'implantation ; marquez les barres prévues afin que l'opérateur sache quand ralentir l'avance.
- Rotation/impact : maintenez le mode marteau activé. Réglez une vitesse de rotation moyenne (par exemple, 500-900 tr/min pour SDS-Plus, 250-450 tr/min pour SDS-Max) avec une avance ferme mais pas agressive.
- Contrôle de la profondeur : utilisez des colliers d'arrêt ou des tiges de profondeur pour éviter une pénétration excessive qui élargit le trou lorsque le foret ressort.
- Refroidissement et poussière : un aspirateur ou un extracteur de poussière réduit la chaleur. Un léger arrosage est facultatif ; ne pas inonder le trou.
Une séquence de perçage qui protège le foret
- Marquez la surface : commencez perpendiculairement, laissez la pointe de centrage établir un siège.
- Engagez-vous avec rythme : engagez le marteau ; maintenez une avance régulière pour éviter les rebonds qui ébrèchent le carbure.
- Lorsque vous heurtez une barre d'armature : réduisez l'avance d'environ 30 %, continuez à marteler, laissez les 4 taillants couper. Si l'outil cale, reculez de 5 à 10 mm, éliminez la poussière, réintroduisez-le selon le même angle.
- Nettoyez le trou : brossez, soufflez et aspirez, en particulier pour les ancrages chimiques. Répétez l'opération tous les 50 mm dans les trous profonds.
- Vérifiez le diamètre : utilisez une broche de calibrage ou un test de manchon d'ancrage ; rejetez tout trou qui devient ovale après avoir touché l'armature.
Si le problème persiste
- Le foret cale sur l'armature : rainures obstruées — aspirer et brosser ; avance trop élevée — réduire ; énergie du marteau faible — entretenir le mandrin et graisser.
- Trous ovales : causés par le rebond des 2 fraises ; passez à une tête croisée à 4 fraises et maintenez l'outil aligné.
- Bleuissement/surchauffe : poussière non évacuée — raccourcissez les coups et nettoyez tous les 30 à 50 mm ; évitez une pression continue à bas régime.
- Coins ébréchés : carbure bon marché ou brasage peu profond — passer à une conception à tête pleine (voir l'article comparatif correspondant).
Nomenclature (liste de sélection Zhonghuan)
- Forets SDS-Plus PGM à 4 tranchants, 6-16 mm, pour ancrages dans les dalles renforcées.
- Forets SDS-Max à 4 tranchants et à rainures profondes, 18-32 mm, pour les ouvertures structurelles et les encastrements profonds.
- Kit d'extraction de poussière + brosse à trou en nylon/acier + soufflette pour la préparation des ancrages.
- Bagues d'arrêt et goupilles de calibrage pour vérifier la profondeur et le diamètre après contact avec l'armature.
- Si les barres d'armature doivent être coupées entièrement, utilisez un coupe-barres ou une mèche à carotter ; ne forcez pas une mèche à maçonnerie pour fraiser l'acier.